Injection molding of plastic parts is a common problem. Keeping these things in mind makes it easier to make the best plastic parts. This detailed and easy guide will help you to identify the issues. And then you could easily solve them. Time and money are also saved by early issue marking. We’ll show a few issues that these items may cause. Then, proceed to identify its five main issues.
What are the five common problems with injection molding of plastic parts?
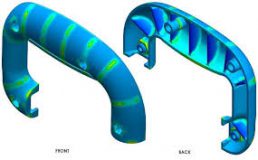
Warping
As components cool, they distort in many ways. As a result, they twist or bend. Parts that are warped are useless and hard to use. If they shatter, it may make for a fun show. Bending parts is a hard task. Parts must cool consistently; do not allow them to twist. Make sure you relax using the proper ways.

Sink Marks
A little surface depression in a component is called a sink mark. When the temperature drops inside relative to the outside, they appear. These dents would not look good on the components. They may jeopardize the components. Anything that has sink marks indicates that it cooled fast. You may get closer to them by changing the cooling speed. Use a consistent, even airflow to regulate the temperature.
Short Shots
A partially filled mold produces short shoots. As a result, parts are either absent or not present. It may be too tiny or have missing pieces. Low pressure or narrow pathways are common causes of short shots. The problem may be solved by properly filling the molds. Maintain clean lines and track pressure.
Burn Marks
The patterns of dark or black spots are indicative of burn marks. From overheated plastic, they originate. This might occur if the pumping rate is adjusted too high or if trapped air is present. Materials may be destroyed or have their look compromised by scars from burns. Use the appropriate airflow to prevent scorch marks. The pumping speeds might be decreased if necessary. Verify that the temperature is appropriate.
Flash
Flash is excess material that builds up around the margins of components. When it partially seals, the mold is visible. Flash might give off the idea that something is off or that it’s harsh. It may be necessary to make more cuts, which may cost money and take time to complete. Verify that the mold is oriented correctly to prevent flash. Enough pressure is used to form firmly set molds. Verify that everything is stable and level.
What to do with common problems with injection molding?
To prevent issues, thoroughly clean the mold before starting the process. Some of the parts could be ruined by dust and filth. Check to make sure the temperature is correct. Anything may burn if there is too much heat. High cold may make it hard to make plastic. Verify that the plastic glides simply. Obstacles may cause you to go in unintended directions. Handle air bubbles with caution. The air might warp the shape. Use high-quality plastic and share air via the vents. Cheap plastic may contain harmful substances. Check your device before each usage. Seek for signs of damage. Take prompt action. These procedures will assist you in consistently producing high-quality plastic parts. They are also beneficial in resolving frequent injection casting issues.
Benefits of fixing common problems with injection molding
Solving plastic part issues is vital for many reasons. The parts’ durability grows with time. You shouldn’t expect them to shatter easily. Because there is less waste, you save money. These days, things go by much more swiftly and easily. They fit and look better, one by one. They are in perfect form and size. When issues do develop, less labor is needed to fix them. The clientele are happy with this. A satisfied client is more likely to make more purchases. As a result, everything is better and easier.
Who is the best manufacturer for injection molding?
The best manufacturer for it is Ex MOULD Co., Ltd. They have been producing the best parts for a considerable amount of time. Each time, their parts are flawless and of the highest quality. To guarantee the best quality, they always choose the best materials. They are always willing to assist and make sure their consumers are taken care of. You can rely on them since they will shape whatever you need. Client satisfaction is their main aim. Visit their page for further information on them. They are the first people one goes to to assist in defining needs.
In the end,
There are five common issues with inject molding. Sink marks may first be seen. As the plastic cools down in various ways, these holes become visible. And suddenly, something flashes. This more plastic piece is out of the ordinary. Thirdly, bending is an option. In this case, the element is pliable. There is an issue with short shots. It is only workable to fill out the form partially. Lastly, burn marks might be seen. Overheated plastic is the cause of these stains. Since every part has the potential to be harmful, fixing every issue will make the parts better.