Injection molding is something that can be truly scaled, whether you’re looking for the tens of thousands or the hundreds of thousands, injection molding is one of the best ways to make parts in high production at a low cost per part. are some of the top considerations that you may have when you’re scaling up or moving to mold, whether it’s a 3D printed project molding or you may have a traditional manufacturing need.
Why Do We Choose Injection Molding?
from above its scales, we find that is the cheapest process at scale, in fact, when you’re looking around, everything plastic around you is a molded product. it’s consistent and repeatable. it’s a consistent product part to part, it can be used for low volume production, but it excels at that mid to high volume needs. a huge variety of materials colors available as well as custom cosmetics, because it’s such a tried and true technology for production of parts. when we are talking about injection molding, we are making a tool. a metal assembly that essentially has a cavity in the shape of your part and is injected molten plastic into. it’ll have to release from the cavity and continue to make parts through. it’s not a direct apart process, it is all about how do we specify make that tool to make your part to your specifications in a repeatable consistent fashion. there’s a lot of considerations.
#1 Uniform Wall Thickness
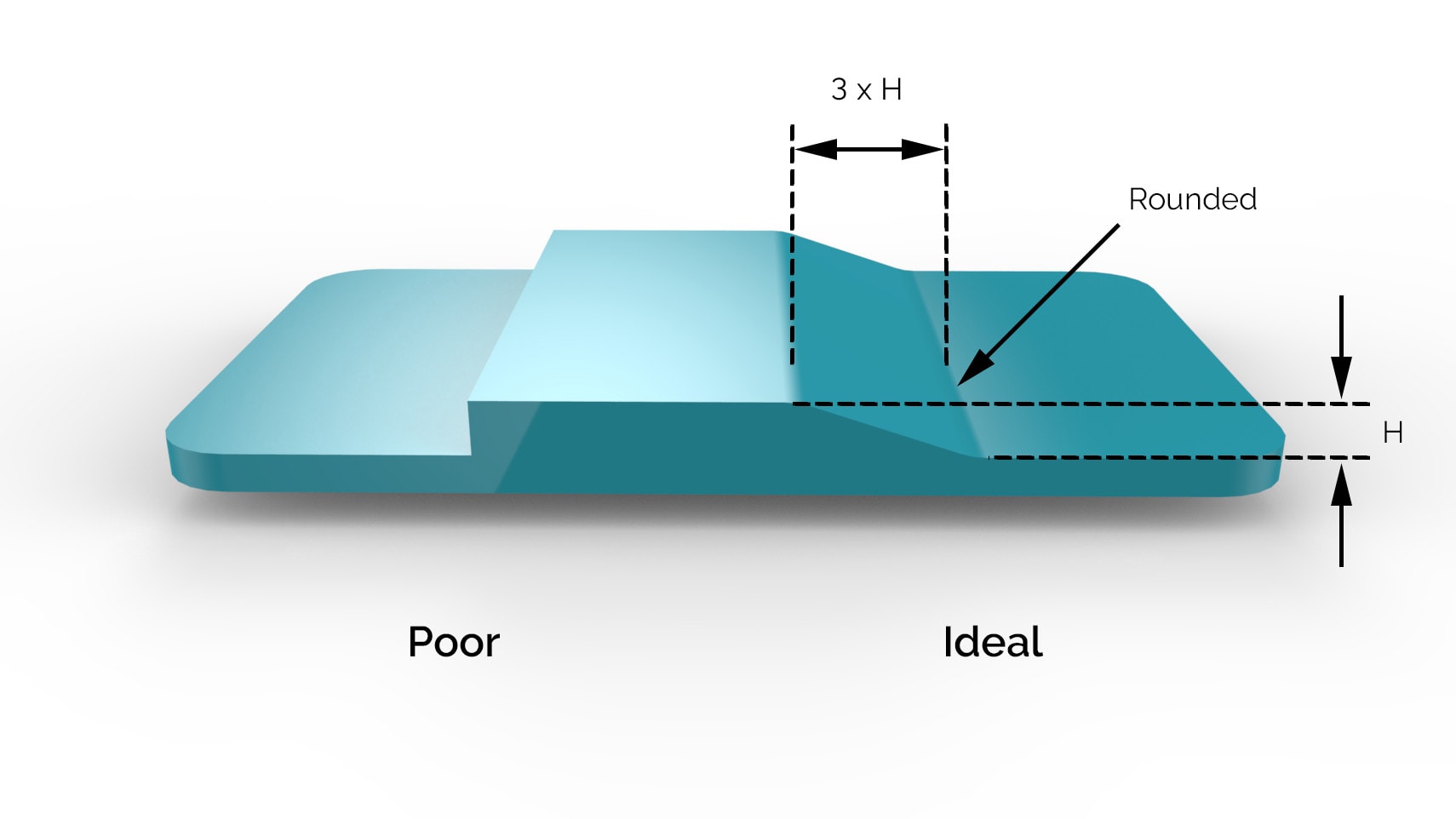
There are a lot of factors that go into injection molding, it seems simple when you’re thinking about the process of injecting plastic into a cavity and ejecting the part, there are several factors that go into that in making a good quality part. first and foremost, uniform wall thickness is critical. with injection molding, molten plastic tends to shrink at different rates. if there are different thicknesses, you will see that reflected on the part. you can either have this result in a sink mark, which is an indentation. it’s not detrimental to the function of the part, but it is not aesthetically pleasing. on the other hand, you can get a void in a thick area too. In addition to these two defects, warp could occur as well. if there is a difference in thickness in or cross the part. utilizing the features of coring or shelling out the part or ribs is critical to mitigating these risks maintain that uniform wall thickness injection-molded part. also, prototyping is critical, because when you design in a corner, if it’s not suited for injection molding, that’s your long-term process, then we have to step back start from square one. so keeping this in mind, early on is critical in your designing journey.
#2 Undercuts
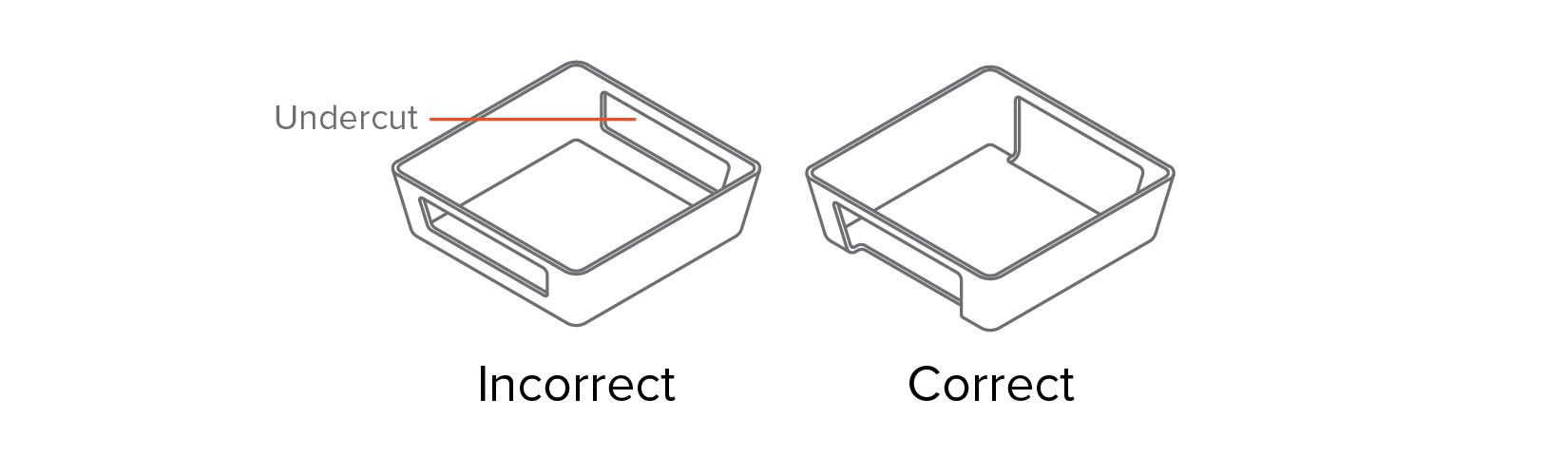
Undercuts are pretty complex features, that require some sort of special tooling called a significant action in the tool. also, it’s very nice to have side holes on that one face if they’re all in the same direction because that’ll go into the next side and that allows us to tackle those at the same time with one extra action versus having multiple actions or hand loads. an easy way to build a pass through the core with undercuts is to have a pass through core where there’s a hole underneath that feature, you can come up from the bottom, capture that surface with the other half of the mold, it’ll make it easy. however, a lot of times when you’re mitigating a side action by using a pass-through core, you may be reducing the cost of your tool by potentially thousands of dollars depending on the complexity you’re removing.
#3 Draft Angles
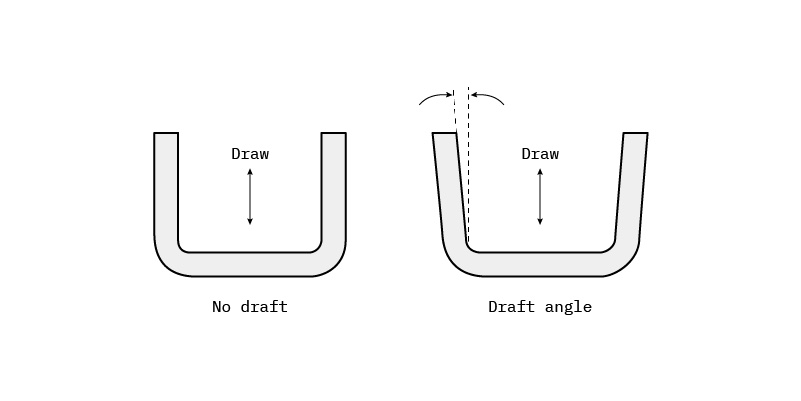
the last main feature that you want to look for in a good injection molded part is draft. the simple purpose of the draft is to provide ease for rejection of the tool. if you have vertical walls on a part, you’re trying to pull it off the mold, it’s creating a vacuum on the inside, it’ll be really hard to do that. so we apply a slight angle to the walls to allow air to get in there and pop it off the tool. the typical minimum draft requirement is half a degree, but we can circle one degree because more is better, but we can get below that if we have to. that can adjust with the surface finish as well. the rougher the surface, the more draft that will be needed. so if you don’t have that, you could result in drag marks or scratches on the surface of the part, which isn’t a result of scraping it off the tool.